Navigation info
Application Guide
/
faultpatterns/faultpattern
APPLICATION GUIDE
Process Fault - What Now ?
First Wafer Effect
Parameter Change
Particle
Fault Patterns
Fault Patterns
Conditioning
First Wafer Effect
Product Mix
Dry Clean
Re-condition after Wet Clean
One Product
Pre-process
Process
One Chamber
Chamber Hardware
Chamber-specific Recipe
Conditioning
All Chambers
Media Fault
Tool Software
Pre-process
Conditioning Guide
Conditioning Guide
Examples
Short guide: Chamber Matching
Short guide: Chamber Conditioning
Chamber Matching
Chamber Comparison
New Chamber
Measures for Chamber Matching
FAQs
Hercules®: Plasma Metrology System
Sensor Head
Data Management
Software
OTHER
Impressum
Data Privacy
Company
Contact us
Events
© 2026 Plasmetrex GmbH
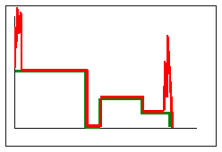
FAULT PATTERNS
Typical patterns of process instabilities and their major reasons.
Blue curve: normal wafers.
Red curve: faulty wafers.
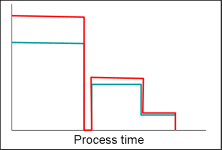
Drifts of plasma parameters:
Drifts of electron collision rate caused by changes in:
Gas composition (e.g.,
leakage
,
MFC fault
)
Mask or film composition
Drifts of electron density caused by changes in:
RF-power
in plasma
Best indicator: Mean of plasma parameter.
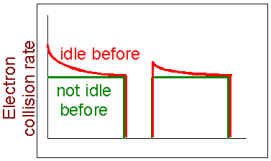
Drifts of electron collision rate caused by changes in:
Density of neutrals caused by temperature and
pressure
change
The ions heat the gas and the gas the chamber parts.
The temperature of the gas increases and the density of the gas decreases.
Reason: The pressure is kept constant.
Thus the gas density and electron collision rate decreases.
Result: First wafer effect
Power variation leads to temperature change and so to changed gas density.
Higher power
→ higher temperature
→ lower gas density
→ smaller collision rate
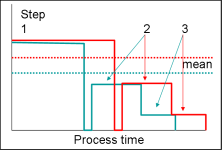
Endpoint shift caused by faulty in pre-process
Variations of etch rate and/or film thickness for endpoint controlled processes.
Please note: The mean for the individual process steps does not change, whereas a significant change can be seen for the mean of all steps.
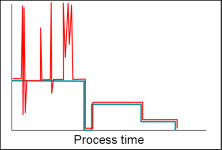
Peaks in plasma parameters:
Peaks in electron collision rate caused by particles:
A
parasitic plasma
or
Arcing at shower head
, at chamber wall, or wafer.
Best indicator: Coefficient of Variation
(StdDev /Mean).
Please see also
Process Fault - What Now?
Peak at the beginning or the end of the process
Ramp up and down of RF power causes
peaks by running through different
low-density discharge regimes.
Normally not significant for the process.
Solution: Cut of the first and last seconds
of the process for calculation of mean.
Top